江苏江鹤包装机械有限公司
电话:0512-86166788
手机:18752522955(华经理)
15995104196(彭经理)
传真:0512-86166798
地址:江苏省昆山市永丰余路2155号
网址:www.jxpackaging.com


江苏江鹤包装机械有限公司
电话:0512-86166788
手机:18752522955(华经理)
15995104196(彭经理)
传真:0512-86166798
地址:江苏省昆山市永丰余路2155号
网址:www.jxpackaging.com
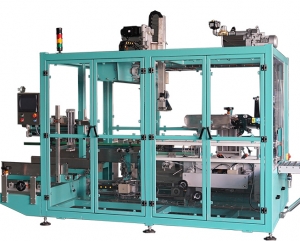
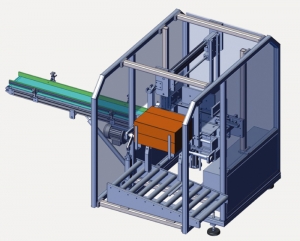
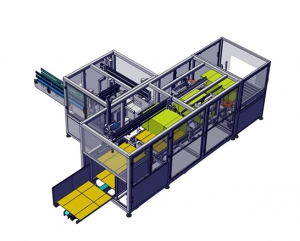
全自动装箱机的主要形式有卧式、垂直下落式、夹持式、裹包式和托盘成型的自动以及半自动装箱机,传动和控制以机械、气动、光电一体化为主。目前国产装箱机可以操作小盒(如食品、药品包装盒)、玻璃瓶、塑料瓶、塑料桶、金属罐、软包装袋等包装形式,其基本要求是能够实现拾取箱板→箱子成型→底部折边→箱体传送→产品收集及装箱的过程。

在实际操作过程中,拾取箱板、箱子成型及底部折边按先后顺序进行,从而完成箱子的成型。瓶子、罐等刚性包装经过收集和整理,由装箱机的抓手按一定的数量抓住后直接装入纸箱、塑料箱或者托盘内。如果纸箱内有隔板,则装相机装箱的精度要求更高。软包装产品的装箱一般采取箱子成型和物料收集及填充同时进行的方式,这样可以提高装箱速度。自动装箱机配备了封箱和捆扎等辅助设备,自动进行封箱和捆扎,完成后的工序。
吹瓶机就是能将做好的瓶胚通过一定的工艺手段吹成瓶子的机器。目前大部分吹瓶机都采用二步吹瓶法,即预热——吹瓶成型。

一、预热
将瓶胚通过高温灯管照射,将瓶胚的身子部分加热软化,为了保持瓶口形状,瓶胚口是不需要加热的,因此需要一定的冷却装置对其进行冷却操作。
二、吹瓶成型
该阶段是将已经预热好的瓶胚放置到已经做好的模具中,对其内进行高压充气,把瓶胚吹拉成所需的瓶子。
吹塑过程是一个双向拉伸的过程,在此过程中,PET链呈双向延伸、取向和排列,从而增加了瓶壁的机械性能,提高了拉伸、抗张、抗冲强度,并有很好的气密性。虽然拉伸有助于提高强度,但也不能过分拉伸,要控制好拉伸吹胀比:径向不要超过3.5~4.2, 轴向不要超过2.8~3.1。瓶坯的壁厚不要超过4.5mm。

吹瓶是在玻璃化温度和结晶温度之间进行的,一般控制在90~120度之间。在此区间PET表现为高弹态,快速吹塑、冷却定形后成为透明的瓶子。在一步法中,此温度是由注塑过程中的冷却时间长短决定的(如青木吹瓶机),所以要衔接好注—吹两工位的关系。
吹塑过程中有:拉伸—一次吹—二次吹,三个动作的时间很短,但一定要配合好,特别是前两步决定了料的总体分布,吹瓶质量的好坏。因此要调节好:拉伸起始时机、拉伸速度、预吹起始和结束时机,预吹气压力,预吹气流量等,如有可能,好能控制瓶坯总体的温度分布,瓶坯内外壁的温度梯度。 在快速吹塑、冷却过程中,瓶壁内有诱导应力产生。对充气饮料瓶来说,它可抗内压,有好处,但对热灌装瓶来说就要保证在玻璃化温度以上让它充分释放。